Partie 1 - Le Bloc Court
Cela ne pouvait plus attendre. À 30 % de fuite, le moteur Twin Cam de l’Europa n’était plus qu’un shadow de ce qu’il était autrefois. Et d’ailleurs, si nous voulions devenir quelque peu sérieux dans la création d’une voiture A/Street Prepared compétitive au niveau national, un travail de blue printing complet était nécessaire. Alors nous l’avons arraché.

La plupart des constructeurs de voitures commencent par la suspension lorsqu’ils préparent une voiture d’autocross; ce sport met fortement l’accent sur la tenue de route et le virage, de sorte que les gains les plus importants sont généralement réalisés en ajustant la suspension. Cependant, nous avons commencé par le moteur sur notre projet Europa pour une raison extrêmement importante: la pression d’huile, ou son absence.
Lorsque l’Europa était produite au début des années 1970, les pneus de rue étaient bien moins adhérents que les pneus de course conformes à la DOT utilisés aujourd’hui, et les forces dans les virages étaient donc sensiblement plus faibles. Cependant, chaussée avec les pneus ultra-collants disponibles aujourd’hui, l’Europa génère une accélération latérale suffisante pour faire déborder l’huile loin du collecteur de la pompe à huile lors des virages à droite forts. Ce problème est le plus apparent dans des situations du type skidpad, où la voiture prend ses limites pendant plusieurs secondes. Il existe plus d’une solution à ce problème, et nous allons les discuter ici.
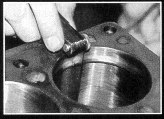
Des calibres d’épaisseur ont été utilisés pour mesurer l’écart à l’extrémité des segments de piston.
Le blueprinting est le processus d’optimisation des tolérances d’un moteur. Lorsqu’un moteur de production est conçu, des tolérances relativement larges sont utilisées pour éviter un usinage coûteux et de haute précision. En conséquence, bon nombre des jeux au sein d’un moteur de production dépassent la plage qui produirait les meilleures performances. Il s’ensuit donc que l’optimisation de chacun des jeux améliore à la fois la puissance et la fiabilité. Le blueprinting est autorisé par la plupart des règles de course en catégorie stock, et comme c’est la seule méthode pour augmenter légalement la puissance, il est devenu pratiquement obligatoire pour les compétiteurs de tête.
Jeux selon les règles
Cet article contient de nombreux conseils de Dave Bean, l’un des plus grands experts du pays sur les moteurs Lotus Twin Cam. Dave a construit d’innombrables Twin Cams, avec des puissances allant du stock à l’irrationnel. Comme de nombreux de ces conseils étaient trop bons pour être mentionnés, ils ont été inclus; cependant, avant de construire un moteur pour votre catégorie de compétition choisie, vérifiez le manuel des règles pour vous assurer que ces ajustements sont autorisés.

Hepolite +0,040" pistons oversize ont augmenté à la fois le déplacement et la compression.
Inspection des fissures
Bien que le bas moteur d’un Twin Cam soit assez robuste, pratiquement tous les Twin Cam moteurs ont été martelés depuis leur mise en service. Par conséquent, la première étape de notre programme de montage moteur consistait à faire inspecter les composants critiques pour les fissures. Le vilebrequin et les bielles ont été inspectés par Magnaflux; heureusement, aucun défaut n’a été noté. Si le volant moteur et les pistons avaient été réutilisés, ils auraient aussi été vérifiés; toutefois, nous avons choisi d’installer de nouveaux pistons oversize et un volant en aluminium Tilton sur notre moteur de projet. Notez que Magnafluxing fonctionne uniquement avec des composants en fer et en acier. Les pièces en aluminium sont typiquement inspectées par un contrôle par pénétrant; cette technique serait requise pour les pistons et un volant en aluminium.
Bloc et pistons
Un bloc moteur à fort kilométrage qui n’a subi aucun usinage antérieur offre la meilleure base pour un moteur blueprinté. Lorsque l’on construit des moteurs de course, de nombreux motoristes professionnels préfèrent les blocs usagés aux blocs neufs. Les blocs qui ont été en service pendant quelques années ont été chauffés et refroidis d’innombrables fois, et leurs coulages ont pris un jeu final. Une fois le bloc entièrement réusiné, les surfaces nouvellement usinées resteront planes et fidèles, puisqu’aucun autre déplacement ne se produira dans le moulage.
Le bouchon de passage d’huile est inséré dans le bloc et réduit le flux d’huile excédentaire vers la culasse.
Après avoir retiré les paliers de l’arbre-jack, les bouchons de la galerie d’huile et les bouchons de gel, notre bloc a été nettoyé dans un bain chaud. Avec tous les bouchons retirés, le liquide de nettoyage en bain chaud pouvait effectivement nettoyer les passages internes d’huile et d’eau.
À la suite de l’opération de nettoyage, le perçage en ligne des logements des paliers principaux a été mesuré. Le perçage en ligne est la relation entre les centres géométriques des logements des paliers principaux. Vu le long de l’axe du vilebrequin, les centres de chacun des logements doivent tous être en ligne. Si les centres ne sont pas exactement alignés, le vilebrequin sera contraint de se plier lorsque les capots des paliers principaux sont serrés. Même un léger mauvais alignement du perçage en ligne provoquera un chargement inégal des paliers principaux et des charges de flexion cycliques dans le vilebrequin. Cette situation entraînera une usure accélérée des paliers et une diminution de la puissance, et possiblement un vilebrequin cassé.
Les paliers principaux et les bielles doivent être recouverts de lubrifiant d’assemblage à base de disulfure de molybdène (MoS2).
Le remède à ce problème est assez simple : on retire quelques millièmes de pouce du matériau sur les faces de contact de chacun des capots des paliers principaux, on boulonne les capots en place et tous les logements sont repris dans l’alignement. Autrement, les logements peuvent simplement être repris à un diamètre plus grand de 0,015 pouce et des paliers surdimensionnés peuvent être montés. Heureusement, notre moteur n’a pas nécessité un perçage de ligne.
La face supérieure du bloc a été vérifiée à l’aide d’une règle droite usinée pour s’assurer qu’elle était plate et qu’elle ne poserait pas de problèmes d’étanchéité de la culasse. Une fois encore, notre moteur s’est avéré tout à fait conforme.
Le dernier travail mécanique sur le bloc consistait à réaléner les cylindres pour accueillir des pistons surdimensionnés de +0,040 pouce. Les règles SCCA Solo 11 Stock et Street Prepared autorisent cet overbore, tant que la couronne du piston conserve sa forme d’origine (c.-à-d. pas de pistons bombés). Sur le Twin Cam, un overbore de +0,040 pouce donne une légère augmentation du déplacement (36 cm³), une augmentation du rapport de compression de légèrement moins d’un quart de point, et ramène le perçage des cylindres à une circularité parfaitement ronde.

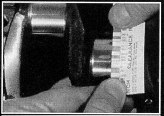
Tout s’additionne : des joints de vilebrequin à lèvre dure spéciaux (à droite) ont moins de traînée que les unités standard et consomment moins d’énergie.
Lors du réalésage, l’écartement piston-paroi correct est déterminé par la construction du piston utilisé. Les pistons existent en quelques variantes, mais les éléments principaux qui influencent l’écartement paroi sont le design de la jupe et si les pistons sont en forgé ou en fonte. Pour un piston à jupe « tee », la couronne du piston est reliée à la jupe uniquement juste au-dessus des goupilles; pour un piston à jupe solide, la couronne est reliée à la jupe sur l’ensemble de son tour. Un piston à jupe « tee » a tendance à retenir la chaleur de combustion dans la couronne, car le chemin de transfert de chaleur vers la jupe est limité. En revanche, un piston à jupe solide, disposant d’un chemin de transfert de chaleur bien plus important, dissipe considérablement plus de chaleur vers la jupe. Avec plus de chaleur transférée vers la jupe, la jupe se dilate dans une plus grande mesure. Puisque l’écartement piston-paroi est mesuré au niveau de la jupe, l’écartement piston-paroi doit être plus grand lorsque l’on utilise des pistons à jupe solide que lorsque l’on utilise des pistons à jupe « tee ». L’écartement piston-paroi doit être encore augmenté si les pistons sont forgés, car les pistons forgés ont tendance à se dilater davantage que les pistons en fonte.
Pour notre moteur Twin Cam de projet, nous avons installé des pistons en fonte Hepolite, et utilisé un écart piston-paroi de 0,003 pouce. Pour éviter toute interférence entre les pistons surdimensionnés et le joint de culasse, les bords extérieurs des couronnes des pistons ont été légèrement chanfreinés. Pour mesurer l’écart des segments, chaque segment a été placé dans son cylindre approprié et mis en carré dans le cylindre en le pressant à l’aide d’un piston retourné. L’écart acceptable est de 0,012 à 0,018 pouces.
Vilebrequin
La clé pour faire vivre un moteur à haut régime est d’établir les jeux des paliers principaux et des bielles. Si le moteur doit tourner régulièrement à haut régime, les jeux des paliers devraient généralement être augmentés. L’augmentation du jeu permet un flux d’huile plus important vers les paliers. Ces jeux sont définis soit en meulant les manetons du vilebrequin à la taille appropriée, soit en utilisant des paliers d’usinage spéciaux qui fournissent un jeu supplémentaire. Nous avons choisi d’utiliser les paliers standard et de travailler les journaux à la taille appropriée.
Vérification du travail du machiniste. Le Plastigage a été utilisé pour vérifier que les jeux des paliers principaux et des bielles étaient corrects.
Nous avons utilisé un jeu de 0,0025 pouce pour les paliers de bielles, et 0,0020 pouce pour les paliers principaux. Le jeu des paliers principaux peut être légèrement plus serré que celui des bielles, puisque les charges sur les paliers principaux sont moins sévères et plus uniformes. Puisque nous connaissions le jeu souhaité, nous avons choisi de laisser l’atelier usiner les journaux au besoin, plutôt que de spécifier un diamètre de journal. Nous avons donné au machiniste les paliers principaux et les bielles que nous utiliserions, ce qui lui a permis de déterminer les diamètres des journaux en mesurant le diamètre intérieur des paliers montés.
Bielles
Les bielles Lotus 125E de modèle tardif sont des unités solides et fonctionnent bien même avec des Twin Cams fortement modifiés. Les bielles plus anciennes 116E ne supportent pas les charges que le moteur subira à haut régime, et elles devraient être remplacées par les unités 125E (faites attention à ne pas violer les règles de préparation).
Les bielles ont d’abord été vérifiées pour leur rectitude, puis le diamètre intérieur des grandes extrémités a été repris pour les remettre parfaitement rondes. Cette reprise a été réalisée comme lors d’un travail d’alésage en ligne : quelques millièmes de pouce ont été retirés des surfaces d’accouplement du capot des bielles, le capot a été boulonné à la bielle et le grand œil a été repris en diametre.

Mesure du flottement axial du vilebrequin à l’aide d’un indicateur dial.
Les bagues du petit œil ont été remplacées par de nouvelles bagues usinées à un jeu de 0,0005 pouce. Le remplacement des bagues a permis d’obtenir une longueur effective identique (c’est‑à‑dire la distance entre le centre de l’extrémité large et le centre de l’extrémité courte) pour chaque bielle. Étant donné que chaque bielle avait la même longueur effective, les hauteurs des pistons ont été égales, et par conséquent les volumes des chambres de combustion ont été davantage homogènes. L’égalisation du volume des chambres de combustion se traduit par un moteur qui tourne plus en douceur. De plus, la surface supérieure du bloc peut être fraisée pour correspondre à la hauteur du piston, ce qui permet d’optimiser le taux de compression pour une forme de calotte de piston donnée.

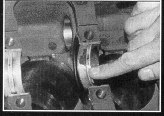
La prise d’huile basculante de Dave Bean peut librement tourner sur 360°, et suit l’huile autour du fond du carter d’huile.
Comme les boulons de bielles sont généralement les fixations les plus sollicitées dans un moteur, il est judicieux d’installer de nouveaux boulons lors de chaque reconstruction du moteur. Les boulons de bielles standard conviennent généralement à la plupart des applications, mais pour plus de tranquillité d’esprit nous avons installé une paire de boulons de bielles à 12 pans de Dave Bean. Ces boulons présentent une résistance à la traction bien plus élevée que les pièces standard et, bien que peut-être inutiles pour un moteur d’autocross, ils constituent une assurance bon marché.
Équilibrage
L’étape suivante de notre reconstruction du moteur était de faire équilibrer les pièces en mouvement. Les déséquilibres dans un moteur créent des contraintes internes qui peuvent détruire le moteur à haut régime. De plus, les vibrations causées par le déséquilibre entraînent une perte de puissance ; tout ce tremblement résulte du fait que la puissance est fournie au groupe moteur, et non évacuée par la transmission. Chaque constructeur équilibre ses moteurs dans une certaine mesure, mais très peu de moteurs de production de masse ne peuvent être améliorés par un rebalancing soigneux.
Deux techniques d’équilibrage sont utilisées actuellement. La technique d’équilibrage « Detroit » équilibre le moteur dans son ensemble, tandis que la technique « zéro » équilibre chaque pièce individuellement. Bien qu’un équilibre parfait soit plus facilement atteint avec la technique Detroit, la technique de l’équilibrage zéro permet de remplacer des pièces individuelles sans refaire l’ensemble du moteur. Nous avons choisi la technique zéro afin de permettre de la flexibilité dans les travaux futurs sur le moteur. Les composants équilibrés pour notre moteur de projet étaient le vilebrequin, les pistons, les bielles, la poulie du vilebrequin avant, et l’assemblage volant et embrayage.
Système d’huile
Comme mentionné précédemment, le Twin Cam présente un problème d’insuffisance d’huile lors de cornering soutenu et fort à droite; l’huile se déplace loin de la prise d’huile de la pompe. Si rien n’est fait pour y remédier, le résultat est inévitable : les bielles fourniront une forme indésirable de ventilation positive du carter! Heureusement, plusieurs cures existent pour ce mal.
La meilleure solution à l’insuffisance d’huile dans n’importe quel moteur est un système de carter sec. Puisque le carter sec pompe l’huile d’un réservoir d’huile distant constamment rempli, la pompe à huile a toujours une réserve prête d’huile. De plus, un système de carter sec peut gagner une ou deux chevaux, car la traînée est réduite dans le carter d’huile. Toutefois, un système de carter sec est aussi la solution la plus coûteuse du problème (environ 600 €). Si vous décidez d’installer un carter sec, Dave Bean a toutes les pièces dont vous aurez besoin.
Une méthode alternative pour traiter le problème d’insuffisance d’huile est d’installer un Accusump. L’Accusump est un accumulateur hydraulique qui stocke une réserve d’huile qui est déchargée lorsque la pression d’huile chute ; lorsque la pompe à huile reprend, l’Accusump est rechargé. Le volume d’huile stocké dans l’Accusump dépend de la pression d’huile normale de fonctionnement du moteur; pour le Twin Cam avec une pompe à huile standard, le volume est légèrement supérieur à deux quarts, tandis qu’une pompe à huile à haute pression augmente le volume stocké à environ trois quarts. Nous n’avons pas essayé l’Accusump sur notre Twin Cam, mais nous avons eu de bons résultats avec sur des moteurs Triumph de course sur route; si nous en utilisions un, nous installerions également une pompe à huile à haute pression pour augmenter sa capacité d’huile stockée.
Des clapets anti-retour dans le carter peuvent être fabriqués, ce qui arrête efficacement l’insuffisance d’huile; toutefois, mettre au point un dispositif efficace est souvent un processus d’essais et d’erreurs, et nous avons choisi de ne pas suivre cette voie.
Nous avons résolu le problème d’insuffisance d’huile sur notre Europa en installant l’un des capteurs de Dave Bean qui peut osciller librement autour du fond du carter, suivant l’huile alors qu’elle se déplace. Avec le capteur qui oscille toujours immergé dans l’huile, le problème d’insuffisance est éliminé. Il y a un seul problème avec ce capteur — Bean n’en a plus en stock. Il a toutefois des plans pour en fabriquer quelques autres et espère en avoir une nouvelle série prête d’ici que vous lirez ceci. Appelez-le.
Nous avons également installé une pompe à huile à haute pression sur notre moteur de projet pour aider la lubrification à haut régime et à haute température d’huile. Cette pompe a porté la pression d’huile de fonctionnement normale de 45 à environ 65 psi.
Bean recommande également une modification supplémentaire pour améliorer les performances du système d’alimentation en huile. Un bouchon restrictif avec un trou de 0,090 pouce de diamètre peut être installé dans le bloc pour réduire le flux d’huile vers la culasse. Dans un Twin Cam, la chaîne de soupapes reçoit un flux d’huile disproportionné lorsque le moteur tourne à haut régime, provoquant une accumulation d’huile dans la culasse. Réduire le flux d’huile vers la culasse permet de retenir davantage d’huile dans le carter et fournit également un flux supplémentaire vers le vilebrequin et les bielles.
Pompe à eau
La pompe à eau doit être reconstruit, qu’elle paraisse en bon état ou non. La pompe à eau est intégrée dans le couvercle de chaîne de distribution avant, qui est coincé entre la culasse et le carter d’huile. Si une défaillance de la pompe survient après l’installation du moteur, le remplacement est un processus meurtrier en raison de toutes les pièces qui doivent être retirées et correctement réalignées.
Assemblage du moteur
Nous avons utilisé des paliers Vandervell VP-2 pour les bielles et les paliers principaux. Ce type particulier de palier est utilisé dans les moteurs de course Cosworth DFX; évidemment, il convient pour notre Twin Cam d’autocross. Avant l’assemblage, nous avons enduit chacun des paliers et des journaux de lubrifiant MoS2 (« moly »). Oubliez tous les autres mélanges de lubrifiants d’assemblage — le moly est tout simplement le meilleur. Il assure une lubrification appropriée pendant le démarrage initial critique du moteur, lorsque l’huile n’est pas encore dans les canalisations. Le moly est disponible dans n’importe quelle boutique d’accessoires automobiles. Tous les joints ont été scellés à l’aide du mastic Permatex Hylomar. Ce composé peut être utilisé sur pratiquement tous les joints, y compris les joints de culasse et d’échappement. Le Hylomar reste résistant après durcissement et, contrairement au silicone, il ne s’agglomère pas et n’obstrue pas les passages d’huile. Le flottement en fin de vilebrequin a été mesuré à l’aide d’un indicateur dial. L’écartement final correct pour le moteur Twin Cam se situe entre 0,005 et 0,010 pouces; si le flottement est jugé excessif, des entretoises de poussée plus épaisses sont disponibles pour le ramener dans les spécifications. L’écartement côté bielles-vilebrequin a été mesuré à l’aide de calibres-feelers; l’écartement correct est de 0,005 à 0,010 pouces. Les couples de serrage spécifiés par Lotus sont adéquats pour toutes les fixations utilisées dans le moteur. Ces réglages doivent être utilisés pour éviter de sur-étirer les filets et/ou de déformer des composants. Une fois le bas moteur terminé, il était temps d’aborder la culasse — sujet que nous aborderons dans le prochain article.
Lectures complémentaires
Si vous possédez une Lotus, quelle que soit la description, la lecture la plus précieuse disponible sur le sujet est le catalogue de pièces Lotus de Dave Bean. Ce livre d’épaisseur demi-pouce est bien plus qu’un simple inventaire de pièces: il contient des recommandations d’assemblage extrêmement utiles pour chaque sous-système d’une Lotus. Il est aussi assez agréable à lire, étant rempli d’astuces astucieuses apprises par Dave lors de ses plus de 15 années d’expérience avec les Lotuses. Le catalogue est disponible pour 6 $ (le meilleur investissement que vous puissiez faire pour votre Lotus) auprès de Dave Bean Engineering
Tout s’additionne
Pratiquement aucune modification n’est autorisée sur une culasse Street Prepared, il est donc essentiel que le motoriste accorde une attention particulière à tous les aspects de la préparation de la culasse. Cette attention aux détails est la clé pour réaliser un gain important de puissance lors de la reconstruction du moteur. Puisque c’est le cas, il est toujours préférable de faire effectuer ce travail par un atelier qui a une grande expérience de la recondition de votre marque particulière de culasse. Par conséquent, nous avons choisi l’expert Lotus Dave Bean Engineering de Santa Barbara, Californie, pour effectuer tous nos travaux de culasse.
Recherches de culasse
Au fil des ans, les culasses Twin Cam ont été produites dans une variété de configurations. Les concepteurs de moteurs ont jonglé avec quatre domaines de conception principaux pour créer ces configurations : le rapport de compression, la taille des soupapes, les spécifications des cames et le type de carburateur. La culasse la plus souhaitable utilisée sur une Europa du marché américain était la Big Valve de 115 ch, qui équippait les modèles de 1973 et 1974; comme les règles Street Prepared permettent la mise à jour ou la rétrogradation des moteurs, les propriétaires du plus ancien 105 ch bénéficieront de l’installation du moteur Big Valve plus puissant. C’est l’unité que nous avons utilisée pour notre voiture de projet.
Faites examiner votre culasse
Toutes les culasses ne se valent pas. De nombreuses culasses TC récentes ont été produites avec les ports légèrement mal alignés, ce qui réduit le flux à travers les ports. Cet alignement approximatif serait éliminé si la culasse devait recevoir un travail de porting complet pour la course, mais les règles Street Prepared interdisent ce genre de hacking. Il devient donc avantageux d’avoir plusieurs culasses à examiner et à choisir. Admettons-le, très peu de concurrents disposent de plus d’une culasse en main; toutefois, les ateliers spécialisés dans Lotus en auront souvent plusieurs disponibles, et les échanges sont souvent possibles.
Lors de l’examen d’une culasse, il est important d’inspecter les travaux mécaniques antérieurs; la culasse peut avoir été modifiée au-delà des limites légales. Les ports et les chambres de combustion doivent être d’origine, et la culasse ne doit pas avoir été fraisée. La face de la culasse doit être vérifiée à l’aide d’une règle droite usinée pour s’assurer qu’elle est parfaitement plate. L’état des sièges n’est pas important, car ils seront remplacés ; toutefois, la zone des sièges de la chambre de combustion doit être examinée attentivement pour détecter des fissures.
Si vous n’avez pas l’intention de faire courir votre Twin Cam dans les catégories Stock ou Street Prepared, il se peut que vous vous moquiez que la culasse ait besoin d’être ou ait été fraisée; vous pourriez vouloir l’augmentation de compression qui en résulte. Toutefois, si la culasse montre des signes de warpage ou a été fraisée pour des raisons inconnues, il est extrêmement important de vérifier le perçage en ligne des logements des paliers du came. Lorsque la culasse se déforme, elle sera déformée aussi sur le dessus — le côté qui soutient les cames. Cette déformation du côté supérieur provoquera un mauvais alignement des logements des cames, et les cames se bloqueront dans les paliers. Ce blocage provoquera au minimum une perte de puissance et une usure accélérée des paliers; au pire, il provoquera la rupture des cames et des débris qui ricocheront dans le moteur. Si le perçage en ligne s’avère déformé, tout n’est pas perdu; les logements des paliers de came peuvent être réalignés pour restaurer la géométrie appropriée (une proposition coûteuse, typiquement environ 250 $).
Ne sablez pas votre culasse en aluminium pour la nettoyer. Bien que le sablage au verre donne une belle finition et soit une méthode efficace pour enlever le carbone des chambres de combustion, une partie des billes de verre peut s’intégrer dans l’aluminium. Il sera alors pratiquement impossible d’enlever les billes du métal avant l’assemblage du moteur. Une fois le moteur opérationnel, les vibrations du moteur feront se détacher les billes de verre, les laissant circuler joyeusement dans les pièces internes du moteur. Les règles Street Prepared permettent d’usiner les ports jusqu’à un pouce à partir des faces de montage des collecteurs et des admissions/échappements, ce qui permet d’harmoniser les collecteurs et les ports. Sur la culasse Stromberg, cette règle permet une amélioration significative du flux dans les conduits d’admission. Cela s’explique par le fait que les parois des ports présentent une marche qui oblige le mélange d’admission à changer brusquement de direction — et heureusement, cette marche se situe dans le premier pouce de chacun des conduits d’admission. Cette marche peut être légalement supprimée en meulant et en façonnant les parois des ports pour qu’elles se fondent en douceur avec le collecteur d’admission.
L’opération de meulage des soupapes
La raison principale de retravailler une culasse est, bien sûr, d’établir une étanchéité appropriée entre les soupapes et leurs sièges. Cependant, la manière dont le travail des soupapes est effectué aura un impact significatif sur la puissance du moteur.
Lorsque le travail des soupapes est effectué sans installer de nouveaux sièges, les sièges doivent nécessairement être usinés pour obtenir la finition correcte. Ce meulage fait que les soupapes s’enfoncent légèrement dans les conduits d’admission ou d’échappement, entraînant une perte de puissance. Cette perte de puissance est causée principalement par la géométrie soupape/siège qui restreint le flux des gaz d’admission et d’échappement à faible levée et par un accroissement du volume de la chambre de combustion, ce qui réduit le ratio de compression. Par conséquent, si les sièges nécessitent plus qu’un léger retouchage, ils devraient être remplacés pour maximiser la puissance du moteur.
Lorsque vous effectuez le meulage, il est souhaitable d’avoir une petite largeur de contact entre les soupapes et les sièges, car une petite largeur de contact améliorera le flux à faible levier de soupape. Cependant, les soupapes dépendent de ce contact de siège pour la dissipation de chaleur, et une surface de contact insuffisante provoquera un surchauffe et une brûlure des faces des soupapes. Dave Bean recommande une largeur de contact de 0,040 pouce pour les soupapes d’admission et 0,060 pouce pour les soupapes d’échappement plus chaudes (sur un moteur de course, Dave les réduit respectivement à 0,030 et 0,040 pouce). Pour régler la largeur du contact, le siège est taillé immédiatement en amont de la zone de contact (le diamètre du port est agrandi juste sous la tête de soupape) jusqu’à ce que la largeur de contact atteigne la valeur désirée. L’emplacement de la zone de contact sur la face de la soupape est également important. La distance entre la zone de contact et le bord extérieur de la face de soupape est appelée la marge. Si la marge est excessive, le flux autour de la soupape sera réduit. Si la marge est trop petite, la soupape sera plus sujette à brûler. Bean utilise une marge de 0,040 pouce sur les soupapes d’admission et d’échappement.
Lorsque les sièges de soupape sont usinés, les faces des sièges sont taillées à un angle de 45°. Pour améliorer encore le flux autour des soupapes, un meulage supplémentaire peut être effectué sur les sièges juste en amont de la zone de contact entre les soupapes et les sièges; c’est le procédé utilisé pour créer le prétendu travail de soupape multi-angulaire. En usinant deux angles supplémentaires dans le siège, chaque angle successif étant plus parallèle au port que le précédent, le profil du siège est arrondi dans la zone près de la soupape, et le flux autour du siège est ainsi favorisé.
Pour maintenir la fine ligne de contact entre les soupapes et les sièges, il est essentiel de ne pas trop pousser le lapping des soupapes. Le but du lapping est d’obtenir la finition et l’ajustement optimaux entre les soupapes et les sièges, et seule une quantité minimale de lapping est nécessaire. Lorsque les zones de contact sur les deux composants présentent une apparence gris uniforme, le processus de lapping est achevé.
Les Ressorts de Soupapes
Les ressorts de soupapes finissent par s’user. Après des années de précharge en service, la longueur libre des ressorts a tendance à diminuer. Cette diminution de la longueur libre des ressorts provoquera une réduction de la précharge sur les soupapes. Si la précharge tombe à environ 45 livres, les soupapes auront tendance à rebondir sur les sièges à haut régime. Puisque le taux réel du ressort restera inchangé, la précharge pourrait être rétablie en ajoutant des cales sous les ressorts. Cependant, les ressorts sur la culasse Twin Cam disposent de peu d’espace pour des cales avant que les spires ne se coincent à la levée maximale (en particulier si un arbre à cames à fort levier est installé). Si cela se vérifie (et cela doit toujours être vérifié), il sera nécessaire de remplacer les ressorts par de nouvelles unités. Il est conseillé de remplacer les ressorts de toute façon, afin d’éliminer la possibilité que d’anciens ressorts cassent par fatigue.
Dave Bean recommande une précharge de ressort d’au moins 55 livres sur un arbre à cames standard, 65 livres étant préférable. Avec cette précharge, les ressorts standard tiennent jusqu’à 7500 RPM en utilisant le profil de came d’origine. Pour les cames de course à haut levier, Bean augmente la précharge à entre 75 et 85 livres. Des précharges bien plus élevées que cela entraîneront une usure accélérée des lobes de came, des contraintes plus élevées sur la chaîne et un possible blocage des spires. Bien que des composants d’ensembles de soupapes légers ne soient ni nécessaires ni autorisés sur un moteur Street Prepared, ils réduisent les exigences du taux de ressortes imposées dans un moteur de course fortement modifié. Des cames à haut levier et une vitesse du moteur plus élevée exigent que les ensembles de soupapes accélèrent et décélèrent à des taux bien plus élevés que lors de l’utilisation du matériel d’origine. Des ensembles de soupapes légers permettent aux soupapes de suivre de près le profil dicté par l’arbre à cames, sans que l’ensemble de soupapes n’ait besoin de charges de ressort excessives.
Les Tappets de Soupapes
Le propriétaire précédent de notre Europa semblait croire que changer l’huile était une expérience inutile. Lors du démontage, notre moteur montra les résultats de cette théorie: des pièces usées partout. En plus de l’aspect agréable des paliers et des bielles dorés, l’extrémité supérieure du moteur avait l’air assez fatiguée. L’huile sale ravage les tappets et les douilles de tappet, provoquant un cliquetis des tappets au sein des douilles. La limite supérieure du jeu entre le tappet et la douille est de 0,003 pouces. Étant donné que nous voulions faire les choses correctement, nous avons remplacé à la fois les tappets et les douilles de tappet.
Guides de Soupape
Les guides de soupape doivent être remplacés dans le cadre de tout travail de soupape. Le moteur Twin Cam a été conçu avec l’ensemble de soupapes le plus léger possible, ce qui signifie des soupapes courtes et donc des guides de soupape courts. À mesure que les guides s’usent, les soupapes sont plus susceptibles de se balancer pendant le fonctionnement. Ce balancement provoque un assise des soupapes irrégulière et une perte de puissance associée.
Les meilleurs guides à utiliser sont ceux en alliages de bronze. Par rapport aux guides en fer, les guides en bronze présentent un taux d’usure plus faible grâce à une friction inférieure entre le guide et la tige de soupape, et offrent un transfert de chaleur supérieur. Mais l’avantage le plus important des guides en bronze est la possibilité d’avoir des jeux guide-tige beaucoup plus serrés. Cette tolérance plus stricte assure une assise des soupapes plus homogène, et améliore l’étanchéité de la chambre de combustion. Lors de l’utilisation de guides en bronze, Bean les affine à taille, en gardant des jeux minimum légèrement inférieurs à 0,001 pouce pour les admissions et légèrement supérieurs à 0,001 pouce pour les échappements plus chauds.
Paliers des cames
Deux largeurs de paliers de came sont utilisées sur une culasse TC. Il s’avère que le palier plus étroit offre un support suffisant pour être utilisé sur chacun des journaux de came (à l’exception du palier le plus à l’avant, qui doit avoir un orifice d’alimentation en huile). En installant le palier plus étroit dans chacun des logements des paliers de came, la traînée de rotation du moteur sera légèrement réduite (rappelez-vous, tout s’additionne !). Si les paliers sont achetés en tant que jeu de reconstruction, vous recevrez le mélange habituel de paliers étroits et larges. Cependant, Bean a les paliers étroits disponibles individuellement, et il se fera un plaisir de vous en fournir suffisamment pour compléter le travail.
Les Carburateurs
Alors que le Big Valve était le moteur le plus puissant monté sur une Europa de spécification américaine, il était équipé des modestes carburateurs Stromberg à émission, plutôt que des carburateurs Weber ou Dell’Orto beaucoup plus désirables disponibles sur les versions européennes. Sans les contrôles d’émission, le Big Valve européen produisait une puissance saine de 126 ch; visiblement, les carburateurs Stromberg coûtaient au moteur une grosse partie de la puissance.
Les règles Street Prepared permettent de changer les carburateurs et les collecteurs d’admission ; malheureusement, les carburateurs Stromberg à double corps ne peuvent pas simplement être montés sur une culasse qui était initialement équipée de Strombergs. Étrangement, Lotus a choisi de fabriquer une culasse avec des conduits d’admission conçus spécifiquement pour des carburateurs à prise unique, plutôt que d’adapter simplement les Strombergs à la culasse initialement équipée Weber. Et pour aggraver les choses, un passage à une culasse Weber ne serait pas légal dans Street Prepared, puisque aucune Europa équipée Weber n’a été importée aux États‑Unis. Tout cela signifie que vous êtes pratiquement obligés d’utiliser deux carburateurs à tirage simple pour l’admission, et les options sont limitées. Des résultats positifs ont été rapportés en utilisant des carburateurs SU de 2 pouces de diamètre à la place des Strombergs de 1 3/4 de pouce; toutefois, nous n’avons aucune expérience avec cet ensemble. Nous avons choisi de rester avec les Strombergs.
La réponse throttle assez médiocre du montage original peut être nettement améliorée en éliminant le tube de croisement d’admission, utilisé pour chauffer le mélange afin de réduire les émissions. En retirant le tube de croisement et les papillons d’admission secondaires, et en bouchant tous les orifices produits par cette opération, le mélange d’admission des carburateurs reçoit un tir bien plus direct dans la chambre de combustion.
Le Système d’Échappement
Les systèmes d’échappement sur les voitures Street Prepared peuvent être remplacés ou modifiés à volonté, à condition que le bruit reste sous contrôle. Bean fabrique un collecteur tubulaire « tri-Y » (4 en 2 en 1), qui est adapté à un silencieux à faible restriction. Ce collecteur est dimensionné pour améliorer la plage de puissance des moteurs légèrement réactivés, plutôt que d’être conçu pour les exigences des moteurs de course à haut régime. Ce système sert également à réduire considérablement le poids, économisant plusieurs livres par rapport au système d’origine.
| Spécifications du Blueprinting Twin Cam | (courtoisie de Dave Bean Engineering) | |
|---|---|---|
| Dimension d’alésage du palier principal (standard) | 2,2711 - 2,2716 pouces | |
| Diamètre du journal principal (standard) | 2,1251 - 2,1258 | |
| Diamètre du journal de bielles (standard) | 1,9367 - 1,9374 | |
| Flottement de fin de vilebrequin | 0,005 - 0,010 | |
| Diamètre intérieur du grand maneton de bielles | 2,0827 - 2,0832 | |
| Jeu latéral des bielles | 0,005 - 0,010 | |
| Ecart piston-paroi | ||
| Piston en fonte, jupe « tee » | 0,0020 - 0,0030 | |
| Piston en fonte, jupe solide | 0,0030 - 0,0040 | |
| Piston forgé, jupe solide | 0,0035 - 0,0040 | |
| Ecart des segments de piston | 0,012 - 0,018 | |
| Ecart segment-groove | ||
| Neuf | 0,0015 - 0,0020 | |
| Limite d’usure | 0,0040 | |
| Diamètre nominal de la goupille d’axes | 0,8120 | |
| Ecart goupille d’axes et bielles | 0,0005 - 0,0009 | |
| Ecart goupille d’axes et piston | 0,0004 - 0,0008 |
» Copyright par Grassroots Motorsports, Vol. 7 No. 3, mai/juin 1990
» COPYRIGHT NOTICE : Cet article est reproduit à des fins de préservation historique non commerciale uniquement. Le droit d’auteur reste avec l’éditeur d’origine. Si vous êtes le titulaire des droits et que vous avez des questions ou des préoccupations concernant ce contenu, veuillez consulter notre Politique de droits d’auteur et de préservation historique et nous contacter. Nous répondrons sous 24 heures ouvrables et retirerons ou limiterons le contenu rapidement sur demande valable.